You can get side tracked by life cycle analysis (LCA) or you can just go for Net Zero Energy, Water and Waste!
Demo of the high pressure die casting process with ProCAST and QuikCAST – Courtesy of ALCAN
It might sound improbable that one of the most energy intensive industries could be net-zero energy, net-zero water and net-zero waste but it is being attempted by other heavy industries and we’ll highlight their techniques in this article. Why? Because industrial leaders are using these techniques to reduce costs and educate their employees. The skills and techniques applied to achieve these goals are the most advanced economic methods. As Abraham Lincoln said, “The best way to predict your future is to create it.”

One of the best examples of heavy industry with sustainable directives is the Franke Group of Switzerland. Their Feintool Division is particularly relevant as a heavy industry metalworking company. Here’s what their President, Heinz Loosli, has to say about the future, “In other words, when it comes to strategic corporate investment decisions it is increasingly difficult to separate commercial and technological questions from geopolitics. Insecurity and volatile markets are the normality of the future. At Feintool our response to that is an equity ratio amounting to around 50-percent, because that gives us the capability to manage possible risks and thus to have the ability to invest even in more difficult times.” From the Feintool Customer Magazine 2014
Michael Pieper, Owner and President/CEO Artemis Group (holding company of Franke Group) says on their Our Commitment page, “Ecological, economical, and social aspects shall be considered in whatever we do – from office to production floor. Sustainability means fairness towards future generations. Everything we do should be made in a way that all of us can face our children with a clear conscience.”
NADCA and its member companies embrace continuous innovation and improvement, “We apply sustainability principles in the manufacturing and distribution of die castings. Many die casters have earned their ISO 14001 environmental management system certification. This achievement emphasizes current and future commitment to reducing their environmental impact, through the reduction of waste water, energy and solid waste.” From NADCA Article
Zero-Energy
Increases in energy costs have prompted interest in what can be done to minimize energy usage in die casting plants. Empire Die Casting, an Ohio-based aluminum and zinc die caster, and other plants have installed advanced electric aluminum melting, distribution and holding systems that will cut the amount of energy needed to melt aluminum by 80%.
Many die casters have replaced the lighting in their facilities – benefits include lower energy use, better lighting and less heat generated by the lights. For example, on Becker Electrical Distributor’s Lighting Energy Saving’s page they illustrate a lighting project retrofit that pays off in only 1.28 years. Over ten years they project a savings of $198,040.
But how do you have net-zero energy? Microsoft purchases renewable energy certificates to offset its carbon. From Datacenter Dynamics, In trying to reduce the carbon footprint of its data centers and operations in general, Microsoft has signed a long-term power purchase agreement with a wind farm developer to offset carbon emissions associated with its operations, including its massive San Antonio, Texas, data center, which is plugged into the same utility grid the wind farm will be part of. Brian Janous, director of energy strategy at Microsoft, says the company will apply renewable energy credits (RECs) that come with every kWh generated to electricity consumed across all of its operations. “Microsoft will apply those REC’s toward the electricity consumed across our footprint, offsetting any emissions that resulted from carbon-based sources of electricity,” he writes in an email to DatacenterDynamics FOCUS.
From Microsoft Environment, In May 2012, Microsoft made a commitment to make our operations carbon neutral: to achieve net zero emissions for our data centers, software development labs, offices, and employee business air travel in over 100 countries around the world. To achieve this goal, we have implemented an internal carbon fee which places a price on carbon and aims to improve energy efficiency, increase our purchase of renewable energy, improve data collection and reporting, and further aligns to our ongoing goal of reducing our environmental impact. We established an internal carbon fee based on current market pricing for renewable energy and carbon offsets. Business groups are financially responsible for the cost to offset their carbon emissions. The carbon fee is part of broader company initiatives to demonstrate responsible environmental leadership. Microsoft has invested in programs that reduce environmental impact across its worldwide business operations, from facilities and supply chain to the efficiency of its software products.
From the U.S. Department of Energy – Voluntary RECs can be sourced either regionally or nationally. Most utility green pricing programs or marketers selling bundled electricity and REC products source their products from local or regional resources, with some exceptions. Buyers of nationally sourced voluntary RECs are often large corporations that have facilities in multiple locations across the country. In voluntary markets, RECs from certain regions may sell at a premium if they are competing with RECs used for RPS demand, or are coming from regions with limited renewable resources. For example, from 2007 to December of 2011, western wind RECs sold at higher prices than nationally sourced wind RECs. Nationally sourced voluntary RECs are typically derived from the most cost-effective renewable resources nationally.
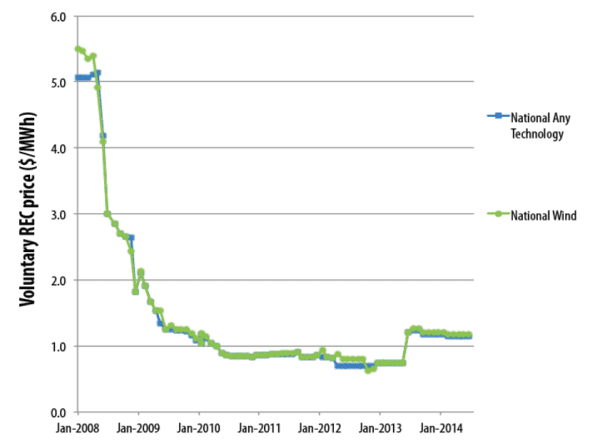
National Voluntary REC prices, January 2008 to July 2014, Source: Marex Spectron (2014)
(In 2006) Twin City Die Castings Company of Minneapolis, Minnesota, Twin City Die Castings Company was awarded project No. DE-FG36-05GO15097 to perform plant wide assessments of ten (10) die casting facilities that produce zinc and magnesium alloy castings in order to determine improvements and potential cost savings in energy use. The intended benefits of the project were to improve energy use through higher operational and process efficiency for the plants assessed. An improvement in energy efficiency of 5 – 15% was targeted. From the Department of Energy
If you’re not into 100% net-zero energy, Where do you start to understand what to reduce first? Here’s an excerp from Stuart Lemmon of Carbon Clear who says to prepare for the worst. (say climate change impacts for example) “A good carbon strategy should begin by assessing the material risks and opportunities of climate change to the business. Establishing which parts of your business are most at risk from a changing climate will inform your carbon strategy by identifying key areas to prioritize to ensure future resilience and effective carbon reductions. Carbon Clear’s annual research into the carbon reporting performance of the FTSE 100 found that 76 of the index set carbon targets in 2014. Reviewing four years of the research results we see a correlation between companies with a robust emissions management strategy and the achievement of their reduction targets. This suggests that good strategy delivers good performance. However, the best performers are not typical of the group; in 2014 we found that while 76 companies have targets, not many of them report a clear strategic approach to target setting which may impact their ability to meet targets in the long term.” Read the entire article.
But there’s another way to meet aggressive sustainability goals. It’s like going into orbit, for every pound, it takes 9 pounds of fuel. The less energy, material, waste you use or produce the less you have to regenerate or reuse. Rocky Mountain Institute is a leader in this field, from a recent article by IEEE THE INSTITUTE on their goals, “RMI believes that by implementing its applied research aimed at solving what it calls complex energy challenges, several exceptional goals can be met. It says that by 2050, transportation would not use any oil; renewables would meet 80 percent of electricity demand; a billion square feet of commercial space could be made more efficient; and total energy consumption, rather than growing, could be reduced by 9 percent from 2010 levels. And these targets can be accomplished with current technology and existing government policies. All it takes is to rethink a design—of just about everything. RMI calls its vision “Reinventing Fire.” Eric Wanless, manager and senior consultant with RMI, was the keynote speaker at the IEEE Conference on Technology for Sustainability, held in July in Portland, Ore., “I challenge IEEE members to think broadly about how they approach problems as they relate to transforming our energy system,” Wanless adds. “Think bigger than you typically do and challenge yourself to explore nontraditional solutions, take risks, and do things differently.””
Zero-Water
Rainwater harvesting along with recycling can reduce your dependance on public systems. In one corner of Princetel’s newly-completed Hamilton, NJ factory, two 5,000-gallon tanks collect rainwater for the facility’s toilets and garden irrigation. CEO Barry Zhang said Friday that the water conservation effort embodied the company’s mission to remain sustainable, as Princetel’s factory was named the first industrial building in the state to receive a LEED Platinum rating. “This is the kind of thing that turned this building into a passion project,” Zhang said, referencing the massive water tanks. “Financially, this will never make any sense. We’ll never make the money back. But water is too cheap in this country, and we’re wasting it too much. We get a double benefit here by saving water and feeling really good about what we’re doing.”

But there’s one thing you might not be thinking of, human waste! Here’s “The world’s only six-story composting toilet system. Human waste is transferred to composters and periodically taken offsite to be used as fertilizer. Aerobic digestion heats material to 190 degrees and converts solid waste to compost. When nature calls at the Bullitt Center, you may be surprised to see waterless toilets. Instead of the normal fish bowl, the toilets at the Bullitt center are a specially designed waterless vessel that feeds into the basement composters through nearly completely vertical pipes. Once the cargo makes it all the way down, it begins a long aerobic process of decomposition in one of ten Phoenix Composting Systems, each about the size of a Fiat 500 (84” tall x 40” wide x 61” deep). The liquid and solid matter is mixed with wood chips and fluffed regularly using tines, or comb-like structures that can be turned using a special socket wrench.
From Stephen R. Schulte, P.E., REM, Hixson Engineering’s article in PRODUCT FINISHING’s 2015 Directory and Technology Guide, “Recovery/Recycling Methods for Metal Finishers – Recycling Technologies – Because the vast majority of chemicals used in metal finishing processes do not become part of the part, metal finishers have a number of technologies to recover these materials. In fact, through a combination of technologies, it is possible that a facitility can accomplish a ‘zero’ wastewater discharge to sewer or stream and generate only a small volume of concentrated liquid and or solid waste.”
Zero-Waste
The die casting industry has long been built on recycling. The metal alloys used by die casters are produced from recycled raw materials, created with far less energy than is required for virgin alloys. Over 95% of the aluminum die castings produced in North America are made of post-consumer recycled aluminum, helping to keep the aluminum content of municipal solid waste to less than 1%.
Die casters have successfully implemented a closed loop system to recycle and reuse as much material as possible within their processes. They recycle everything from office paper to hydraulic fluid to machining chips. This results in very little waste being transported to the landfill. Closed Loop Recycling has developed a process to clean oil absorbent material and to refine the used oil extracted from the materials.
As a wrap up here are the accepted best practice organizations for first accessing your environmental footprint and then a list of accepted tools to use to reduce your impact.
Cradle-To-Cradle Raw Materials
Besides the objective of not creating waste comes the concept of Cradle-To-Cradle which considers one processes waste as another processes raw material. In that manner there is no waste stream. From, “Cradle to cradle: How Armstrong World Industries has transformed the lifecycle of the humble ceiling tile.” In addition, because Armstrong pioneered ceiling recycling, the company had to be seen to be constantly evolving the programme.
And while Armstrong ceiling tiles now contain up to 82% recycled content, the challenge here was to persuade specifiers such as architects and interior designers to select Armstrong systems over competitors’ on the basis that the product was already highly recyclable and a programme was already in place to recycle them.
Armstrong identified Cradle to Cradle certification as the way forward in this respect. The Cradle to Cradle philosophy differs from other sustainable certifications in that the process begins even before a product is manufactured.
They are developed specifically for closed loop systems in which every ingredient is not only safe but beneficial, capable of either biodegrading naturally and restoring the soil, or to be fully recycled into high-quality materials for subsequent product generations, again and again.
The programme was developed to meet growing customer demand for sustainable products, with certification already becoming a requirement for building projects in America and parts of Europe. It is designed to give specifiers and clients a transparent mechanism to compare the sustainability performance of competitive products.
Assessment:
ISO 14000 – Environmental management
Implementation:
U.S. Department of Energy Energy Star
(12-12-19 redirected from lohre.com)